Stoffförderung
Als Stoffförderung wird die Förderung von Stoffsuspensionen verschiedener Stoffdichten und Stoffarten (z. B. Faser- oder Dickstoff) mit normalen Kreisel- oder Dickstoffpumpen in der Zellstoff- und Papierindustrie bezeichnet.
Stoffarten
Zellstoff ist ein wichtiger Rohstoff für die Herstellung bspw. von Papier, Kunstseide, Zellwolle und Nitrozellulose.
Nach dem Ausgangsprodukt wird Zellstoff eingeteilt in Holz- (aus Laub- und Nadelhölzern), Stroh- und andere Arten von Zellstoff, bei denen als Rohstoff z. B. Bagasse (Rest von Zuckerrohr nach der Auspressung), Schilf oder Bambusrohr dient. Ferner erfolgt eine Unterscheidung des Zellstoffes nach dem chemischen Aufbereitungsverfahren in Sulfat- und Sulfit-Zellstoff.
Holzstoff, auch Holzschliff genannt, wird mechanisch aufbereitet, indem entrindetes Laub- oder Nadelholz zerschliffen wird. Es ist ein wichtiges Ausgangsprodukt zur Herstellung von Papier und Pappe (Papierstoff).
Fließverhalten
Im Gegensatz zum Feststofftransport, bei dem zwischen Feststoff und Trägerflüssigkeit unterschieden werden kann, führt die Aufschwemmung von Stoffen der Zellstoff- und Papierindustrie zu Suspensionen mit besonderem Fließverhalten, das bei der Auslegung (siehe Berechnungspunkt) von Pumpen beachtet werden muss. Es hängt neben der Stoffart (Ausgangsprodukt, Aufschlussverfahren, Beimengungen) noch von der Stoffdichte ab. Nach dem Fließverhalten wird bei viskosen Flüssigkeiten wie folgt unterschieden: Ist die Schubspannung proportional dem Geschwindigkeitsgradienten (∂vx/∂y), dann handelt es sich um eine normalviskose oder NEWTONsche Flüssigkeit, für welche die Gesetze der Strömungslehre gelten. Die übrigen Flüssigkeiten werden anormalviskose oder nicht-NEWTONsche Flüssigkeiten genannt. Mit deren Strömungstechnischen Gesetzen beschäftigt sich die Rheologie.
Diese sind Gegenstand der Stoffförderung und werden nach ihrem Reibungsgesetz unterschieden, das die Abhängigkeit ihrer Deformation von der Belastungsstärke, -änderung und -dauer angibt.
siehe Abb. 1 Stoffförderung
siehe Abb. 1 Stoffförderung

Abb. 1 Stoffförderung: Übersicht über das Fließverhalten viskoser Flüssigkeiten; N NEWTONsche, B BINGHAMsche, S strukturviskose, D dilatante Flüssigkeit
Fließverhalten für anormalviskose Flüssigkeiten
- BINGHAMsche Flüssigkeit (z. B. Pasten): Die Schubspannung hat eine endliche Fließgrenze.
- dilatante Flüssigkeit (z. B. PVC): Die Schubspannung steigt progressiv, aber zeitunabhängig über dem Geschwindigkeitsgradienten.
- strukturviskose oder pseudoplastische Flüssigkeit (z. B. Biogas, Flüssigkautschuk): Die Schubspannung steigt degressiv, aber zeitunabhängig über dem Geschwindigkeitsgradienten.
- rheopexe Flüssigkeit (z. B. Gipsbrei): Die Viskosität wächst bei konstanter Schubspannung mit der Zeit an. Der Geschwindigkeitsgradient ist dabei eine Funktion der Zeit.
- thixotrope Flüssigkeit (z. B. Lack): Die Viskosität nimmt mit der Zeit ab wie bei bestimmten Farben, die durch Umrühren allmählich dünnflüssiger werden.
- visko-elastische Flüssigkeit (z. B. Bitumen): Sie besitzen sowohl elastische als auch plastische Eigenschaften. Dabei sind sie durch ihre Abhängigkeit der Geschwindigkeitsgradienten von der Schubspannung und ihrer zeitlichen Änderung gekennzeichnet.
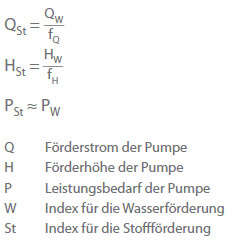
Angesichts dieser vielfältigen Einflüsse auf das Fließverhalten ist es verständlich, wenn die Angaben nur für spezielle Stoffarten und -konzentrationen gelten. Besonders bei der Umrechnung von Förderstrom und Förderhöhe bei zur Stoffförderung eingesetzten Kreiselpumpen kann es sich deshalb nur um grob pauschalierte Korrekturfaktoren handeln. siehe Abb. 2 Stoffförderung

Abb. 2 Stoffförderung: pauschalierte Korrekturfaktoren fH, fQ für die Umrechnung von Förderstrom und Förderhöhe bei der Förderung von Zellstoff mittels Kreiselpumpen auf die für die Pumpenauslegung erforderlichen Wasserwerte; Q/Qopt ist auf die Wasserkennlinie zu beziehen
Mittels der empirisch ermittelten Korrekturfaktoren fQ und fH kann die Veränderung der Kennlinien von Kreiselpumpen, abhängig von der Lage des Betriebspunktes auf diesen, abgeschätzt werden.
Zur Berechnung der Anlagenkennlinie muss auch die Abhängigkeit der Druckhöhenverluste in Rohrleitungen und Armaturen von der Stoffdichte beachtet werden.
In vielen Fällen sind daher zur Bestimmung der Fließkurven Laborversuche mit dem Fördermedium unerlässlich.
Neben Stoffdichte und Luftgehalt beeinflussen auch Stoffart und Mahlungsgrad die Pumpenkonstruktion ganz entscheidend. Während Stoffdichte und Mahlungsgrad die Pumpenbauart, Größe und das Laufrad bestimmen, ist die Stoffart maßgebend für die Wahl des richtigen Werkstoffes.
Je nach Aufschlussart und Verwendung der Pumpe werden für die flüssigkeitsberührten Bauteile entweder Gusseisen, Bronze, legierter Stahlguss oder Gusseisen mit Hartgummiauskleidung gewählt. Hartgummierte Pumpen werden dabei im Bereich der Stoffbleichung eingesetzt, da hier die genannten metallischen Werkstoffe aufgrund des Gehaltes an freiem Chlor in den für die Bleichung verwendeten Chemikalien korrodieren.

